EN
EN  英语
英语 俄语
俄语 韩语
韩语 阿拉伯语
阿拉伯语 土耳其语
土耳其语
Дом / Новости / Самозажимные крепежи: как они работают, какой тип использовать и как их правильно указать




Мы приглашаем вас связаться с нами, STEADY не только ваш надежный поставщик, но и ваш надежный деловой партнер.
 +(86)-133 8863 9264
+(86)-133 8863 9264


Content
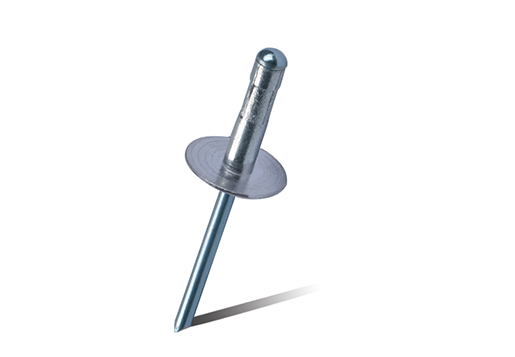
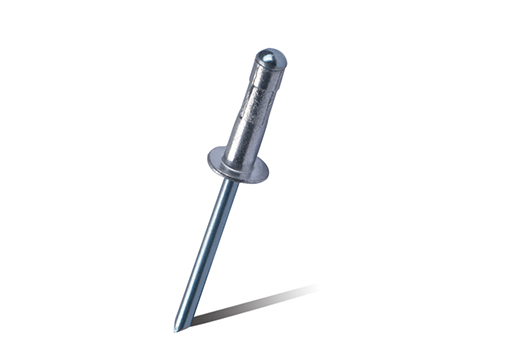
Самозажимные крепежные детали — это прецизионные аппаратные компоненты — гайки, шпильки, стойки, штифты и крепления для кабельных стяжек — которые постоянно устанавливаются в тонкие металлические листы путем вдавливания их в предварительно пробитое отверстие с помощью перфорационного пресса, оправочного пресса или гидравлического вставного инструмента. В отличие от сварных креплений, требующих нагревания, или вставок с клеевым соединением, которые основаны на химическом соединении, самозажимные крепления фиксируются механически посредством процесса холодной формовки: зубчатое или рифленое зажимное кольцо крепежного элемента вытесняет материал из листа в специально разработанную канавку с подрезом при приложении давления, создавая постоянное соединение, монтируемое заподлицо, которое нельзя повернуть или вытолкнуть из панели.
Физику самозажимной установки стоит понять, поскольку она объясняет, почему требования к процессу не подлежат обсуждению. При приложении давления при вставке закаленная наковальня крепежного элемента входит в перфорированное отверстие, а геометрия хвостовика смещает более мягкий листовой материал наружу, а затем внутрь в канавку с подрезом под зажимным кольцом. Этот смещенный металл механически фиксируется вокруг подреза, создавая соединение, выталкивающая нагрузка которого определяется прочностью на сдвиг смещенной металлической колонны. Материал панели должен быть мягче, чем материал крепежа — обычно не менее чем на величину Rockwell B 20 — чтобы позволить этой пластической деформации произойти чисто, без отскока или неспособности заполнить подрез.
В результате получается крепеж, который становится постоянной частью панели из листового металла, заподлицо с одной поверхностью или слегка возвышающейся над ней, обеспечивая высококачественную точку соединения с резьбой или без резьбы, которую можно использовать с любым стандартным ответным крепежом. Технология самозажима была разработана и запатентована компанией Penn Engineering (бренд PEM) в 1940-х годах и с тех пор стала глобальным стандартным методом установки сборок из листового металла в производстве электроники, телекоммуникаций, автомобилестроения, аэрокосмической промышленности и промышленного оборудования, при этом десятки производителей выпускают совместимые линейки продуктов под торговыми марками, включая Sherex, Wurth, Optimas и Bollhoff.
самозажимная застежка Семейство охватывает широкий спектр функциональных типов, каждый из которых предназначен для решения конкретных механических задач в сборках из листового металла. Выбор правильного типа до указания размера резьбы или материала позволяет избежать значительных доработок и гарантирует, что установленный крепеж действительно выполняет свою предусмотренную функцию в собранном изделии.
Самозажимные гайки, также называемые клинч-гайками или гайками PEM, являются наиболее широко используемым типом. Они устанавливаются заподлицо с панелью с одной стороны и имеют резьбовое отверстие для ответного болта или крепежного винта с обеих сторон. Установленная гайка имеет чистую, ровную или слегка приподнятую поверхность, полностью совместимую со стандартными болтами с метрической и унифицированной резьбой. Зажимные гайки доступны со стандартным шагом резьбы, мелкой резьбой и метрической резьбой ISO от M2 до M12, охватывая весь диапазон размеров крепежа, используемого в корпусах из листового металла, кронштейнах и несущих панелях. Они используются везде, где тонкий листовой металл не обеспечивает достаточную толщину материала для надежной нарезанной резьбы, что на практике означает практически любой стальной лист толщиной менее 3 мм и любой алюминиевый лист толщиной менее 5 мм.
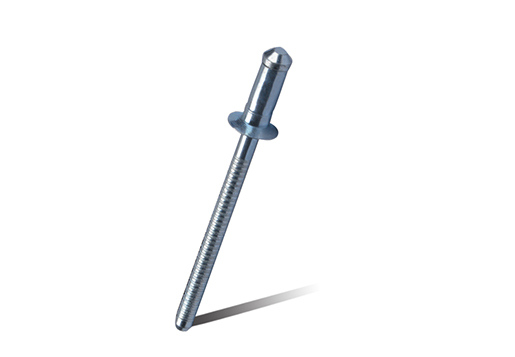
Самозажимные шпильки стационарно устанавливаются в панель, при этом резьбовая шпилька выступает из установочной поверхности, образуя фиксированную резьбовую стойку, на которую можно установить гайку с другой стороны. Они устраняют необходимость удерживать болт неподвижно при затягивании гайки на противоположной стороне — шпилька зафиксирована на панели и не может вращаться, поэтому для сборки требуется только гайка и ключ с одной стороны. Зажимные шпильки используются для монтажа компонентов в корпусах для электроники, для крепления панелей к рамам шасси и для любой сборки, где необходима постоянная внешняя резьба в месте, где задняя часть панели недоступна во время окончательной сборки. Они доступны в вариантах с полной и частичной резьбой, длиной от 4 до 50 мм для наиболее распространенных размеров резьбы.
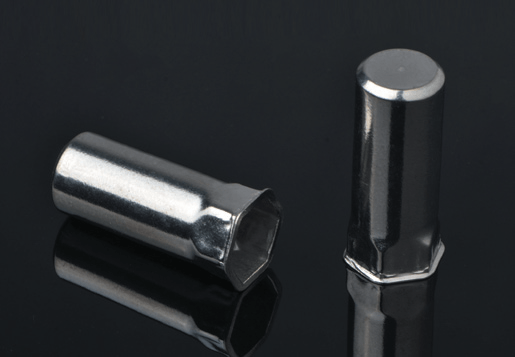
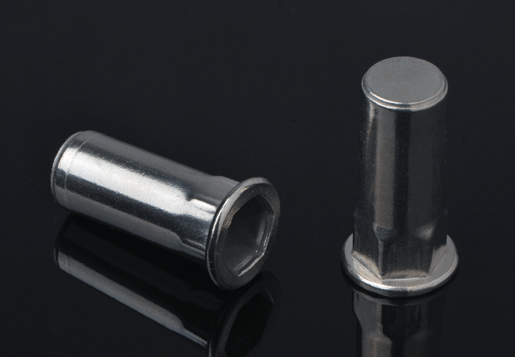
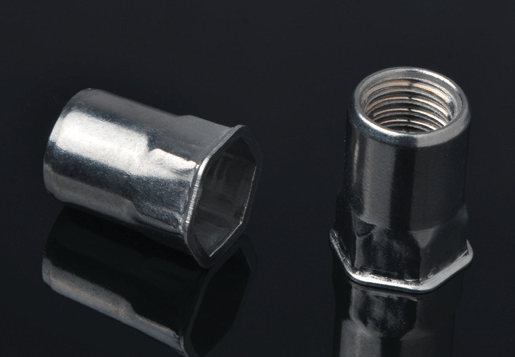
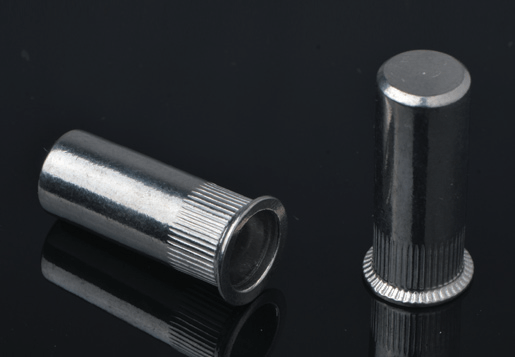
Самозажимные стойки представляют собой цилиндрические прокладки с полой резьбой или без резьбы, которые стационарно устанавливаются в панель и обеспечивают определенное, фиксированное разделение между панелью и вторым компонентом — обычно печатной платой, крышкой или сложенной друг на друга панелью шасси. Они необходимы при сборке электроники для монтажа печатной платы, где поддержание точного и постоянного зазора между платой и металлическим корпусом предотвращает короткие замыкания, обеспечивает поток воздуха для охлаждения и обеспечивает структурную поддержку, предотвращающую изгиб печатной платы во время сборки и вибрацию при эксплуатации. Стойки клинча доступны как в наружной (внешняя резьба), так и в внутренней (внутренняя резьба) конфигурациях, что позволяет прикрепить второй компонент либо с помощью гайки, либо с помощью винта в зависимости от требований к доступу к сборке.
Помимо основных гаек, шпилек и стоек, семейство самозажимных гаек включает в себя плавающие пластины с гайками (которые допускают ограниченное боковое перемещение для компенсации несовпадения отверстий во время сборки), стопорные штифты для выравнивания и поворота, прямоугольные кронштейны для монтажа компонентов перпендикулярно плоскости панели, крепления для кабельных стяжек, постоянно закрепленные в панели для чистой прокладки проводов, и самозажимные приспособления для доступа, включая невыпадающие винты и четвертьоборотные крепежные детали для съемных панелей. Каждый специальный тип решает конкретную задачу сборки, обладая тем же фундаментальным преимуществом, что и базовые типы: постоянная высокопрочная установка в тонкий листовой металл только с одной стороны, без сварки, клея и последующей обработки.
fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
Самозапрессовка в закаленную сталь, лист нержавеющей стали серии выше 300 или другие твердые металлы либо невозможна, либо приводит к значительному снижению производительности установок по сравнению с номинальными значениями. Для применений, требующих крепежа из более твердых листовых материалов, вместо этого следует использовать альтернативные технологии — приварные гайки, заклепочные гайки или вставки на клеевой основе. Это одна из наиболее распространенных ошибок в спецификациях, с которыми сталкиваются инженеры, впервые применяющие самозажимные крепления: их применение к корпусам из нержавеющей стали без проверки твердости листа на соответствие требованиям к твердости крепежных элементов.
| Листовой материал | Типичная твердость | Совместимые материалы крепежа | Самоклинч подходит? |
|---|---|---|---|
| Мягкая/низкоуглеродистая сталь (CR, HR) | ХРБ 40–80 | Углеродистая сталь, нержавеющая сталь | Да — идеал |
| Алюминиевый сплав (1xxx, 3xxx, 5xxx, 6061) | ХРБ 25–65 | Углеродистая сталь, нержавеющая сталь, aluminum (special) | Да — с правильным классом крепежа |
| Медный/латунный лист | ХРБ 30–70 | Нержавеющая сталь, сталь | Да — с достаточным перепадом твердости |
| Аустенитная нержавеющая сталь (304, 316) | ХРБ 75–95 | Только закаленная сталь | Маргинальный — проверьте твердость; рассмотреть альтернативы |
| Закаленная/высокопрочная сталь | СПЧ 25 | Нет практичности | Нет — используйте приварные гайки или заклёпочные гайки. |
Для сборок алюминиевых листов стандартные стальные самозажимные крепежи устанавливаются правильно и обеспечивают высокие выдергивающие нагрузки, поскольку разница в твердости между крепежными деталями из закаленной стали и мягкими алюминиевыми сплавами более чем достаточна. Вопрос о гальванической совместимости отделен от вопроса о совместимости при установке — стальная зажимная гайка, установленная в алюминиевой панели, будет надежно удерживаться, но может вызвать гальваническую коррозию на границе раздела во влажных или влажных рабочих средах. Для алюминиевых панелей, работающих в агрессивных средах, укажите самозажимные крепления из нержавеющей стали или алюминиевые самозажимные крепления, если таковые имеются, и убедитесь, что для указанной марки листового сплава используются специальные алюминиевые заклепочные гайки, предназначенные для установки алюминия (в которых используется более мягкий корпус крепежа для поддержания разницы в твердости).

Каждый самозажимной крепеж имеет минимальную толщину листа, ниже которой защелкивание не может обеспечить надежный механический замок, а также рекомендуемую толщину листа, при которой эффективность оптимизируется. Эти ограничения не являются рекомендациями — установка самозажимного крепежа на лист, толщина которого меньше минимального, приведет к тому, что установка будет выглядеть завершенной, но с существенно сниженной грузоподъемностью при выдергивании и выталкивании, что обычно приводит к сбою в части номинальной производительности.
Минимальная толщина листа самозажимных гаек из стали обычно составляет 0,5–0,8 мм для размеров резьбы M2–M3 и увеличивается до 1,2–1,6 мм для размеров M6–M8. Минимальная толщина определяется объемом материала, который должен пластически затекать в канавку подрезки для достижения номинальной нагрузки на выдергивание — лист слишком тонкий, и материала просто недостаточно для адекватного заполнения подрезки. Также указывается максимальная толщина листа, при превышении которой корпус крепежного элемента не выступает сквозь лист достаточно далеко для правильного зацепления с зажимной наковальней. Концепция диапазона захвата заклепочных гаек имеет эквивалент в виде самозажима: каждый продукт предназначен для определенного окна толщины панели, и пребывание в этом окне важно для производительности.
Для самозажимных крепежных деталей требуется чистое круглое отверстие точного диаметра — допуск на диаметр установочного отверстия меньше, чем типичный допуск сверла, который обычно составляет ±0,05 мм или лучше. Перфорированные отверстия предпочтительнее просверленных отверстий для производственных самозажимных установок, поскольку при перфорации получается чистое отверстие точного размера при высокой производительности без заусенцев на стороне входа пуансона (стороне, с которой защелкивается крепеж), когда зазор пуансона и матрицы установлен правильно. Просверленные отверстия можно использовать для прототипирования и мелкосерийных работ, но для этого требуется удаление заусенцев с обеих сторон и тщательный контроль диаметра, чтобы они попадали в диапазон жестких допусков, требуемых крепежом. Отверстия, вырезанные лазером, становятся все более распространенными и обеспечивают превосходную точность диаметра, но могут иметь небольшую зону термического воздействия на кромке разреза, которая снижает пластичность материала на стенке отверстия — проверьте это с помощью монтажных испытаний, прежде чем переходить к отверстиям, вырезанным лазером, для производственных приложений с самозажимом.
Самозажимные крепежные детали устанавливаются с помощью плоской гладкой установочной наковальни — либо в настольном прессе, либо в прессе с оправкой, в прессе с C-образной рамой или в производственном штамповочном прессе — которая прикладывает сжимающую силу перпендикулярно поверхности панели. Наковальня контактирует с головкой крепежа, в то время как панель лежит на плоской опорной поверхности, при этом стержень крепежа выступает через подготовленное отверстие. Когда пресс закрывается, крепежный элемент вбивается в лист, и зажимное кольцо одним плавным ходом деформирует листовой материал в канавку с подрезом.
installation force required depends on the fastener type, thread size, sheet material, and sheet thickness. Typical installation forces range from approximately 1 kN for small M2 clinch nuts in thin aluminum up to 40–60 kN for large M10–M12 clinch studs in steel sheet. These forces are well within the capacity of standard bench arbor presses for small sizes, but larger sizes require a properly rated C-frame or hydraulic press. The installation must be performed with the anvil and support surface parallel — any angular deviation causes the fastener to install at a tilt, misaligning the thread axis and reducing pull-out strength.
При крупносерийном производстве листового металла — производстве серверных стоек, производстве компонентов автомобильных кузовов и изготовлении корпусов для электроники — самозажимные крепежные детали устанавливаются автоматически с помощью специальных машин для подачи и вставки или вставных модулей, встроенных в штамповочный пресс. Автоматические машины для вставки используют чашеобразные устройства подачи или упаковку с лентой и катушкой для ориентации и подачи отдельных крепежных деталей в вставную головку со скоростью сотни деталей в минуту, а также системы визуального контроля или контроля силы для обнаружения неправильно загруженных или отсутствующих крепежных элементов и отбраковки панелей с дефектами установки, прежде чем они приступят к дальнейшему процессу сборки. Некоторые производители пробивных прессов предлагают самозажимные инструменты для вставки, которые устанавливают крепежные детали за тот же ход пресса, что и операция пробивки отверстия, полностью исключая отдельный этап вставки и сводя к нулю дополнительное время цикла для установки крепежных деталей.
В гибких производственных средах, обрабатывающих несколько типов продукции, все большее распространение получают роботизированные системы самозажимной установки с использованием коллаборативных роботов (коботов), оснащенных вставными концевыми рабочими органами. Эти системы можно запрограммировать для различных типов крепежа и компоновки панелей без специального жесткого инструмента, обеспечивая единообразие установки автоматизированного оборудования с гибкостью ручного управления — привлекательное сочетание для контрактных производителей листового металла, выполняющих смешанные и средние объемы работ.
Характеристики самозажимающегося крепежа характеризуются тремя значениями нагрузки, которые вместе определяют устойчивость крепежа к силам, которые он будет испытывать при эксплуатации. Понимание того, что означает каждое значение и как оно связано с условиями нагрузки, имеет важное значение для проверки того, что самозажимной крепеж соответствует конструкции соединения.
se rated values are specified by manufacturers at a defined installation force on a specified sheet material and thickness. Installing at lower than the specified installation force — due to an underpowered press or an operator stopping the stroke early — produces installed fasteners with significantly lower actual performance than the published ratings. This is why force monitoring on automated insertion equipment is not a luxury but a quality requirement for any application where the joint loading approaches a meaningful fraction of the published performance values.
Самозажимные крепежные детали конкурируют со сварными гайками и заклепочными гайками во многих областях применения листового металла, и правильный выбор зависит от конкретного сочетания листового материала, толщины, объема производства, требований к качеству поверхности и ограничений доступа к сборке. Ни одна технология не является универсально превосходящей — каждая выигрывает в определенных контекстах.
Сварные гайки обеспечивают высочайшую прочность соединения и на них не влияет твердость листа, но требуют доступа для сварки с одной или обеих сторон, вызывают нагрев, который может деформировать тонкие панели и повредить близлежащие покрытия, требуют очистки после сварки и часто повторной отделки зоны сварки, а также увеличивают стоимость квалифицированных сварочных операций. Они являются правильным выбором для толстых конструкционных сталей, где требования к прочности соединения превышают возможности запрессовываемых крепежных изделий, а также для материалов, где самозажим невозможен. Гайки-заклепки можно устанавливать только с одной стороны, используя простые ручные или пневматические инструменты без пресса, что делает их более универсальными для установки на месте и для модернизации, но они полагаются на отдельный установочный инструмент и оставляют внешний фланец, который выступает из лицевой стороны панели - менее чистый, чем установка заподлицо с самозажимом.
Самозажимные крепления выигрывают, когда объем производства оправдывает использование пресс-инструмента, когда необходимо поддерживать чистоту поверхности панели с обеих сторон (без сварочных брызг, без внешнего фланца), когда листовой материал достаточно мягок, чтобы можно было зажать, и когда установку можно выполнить до нанесения покрытия или сборки панели. Они обеспечивают более чистую и профессиональную установку, чем заклепочные гайки при эквивалентных номинальных нагрузках в стальном и алюминиевом листе, а отсутствие какой-либо отдельной резьбы для зацепления инструмента означает, что нет необходимости устранять повреждения оправки и нет ограничения глубины зацепления резьбы со стороны установочного инструмента. При крупносерийном производстве корпусов из листового металла — серверных корпусов, электрических шкафов, автомобильных кронштейнов и корпусов медицинского оборудования — самозажимные крепления, устанавливаемые с помощью автоматизированного оборудования, обычно имеют наименьшую общую стоимость соединения, если объем оправдывает инвестиции в оснастку.
Заказ самозажимных крепежных изделий без полной спецификации — это надежный путь к получению не того продукта: сочетание типа крепежа, размера резьбы, толщины листа и вариантов материалов, доступных в ассортименте одного производителя, достигает сотен отдельных номеров деталей, а описания в каталогах, которые кажутся похожими, могут различаться в важных деталях размеров. Полная спецификация включает в себя все следующие параметры.